delta
Hi again, I guess I rushed to announce success :( calibration works, M119 also but: when trying to calibrate the delta (G33) or when trying to print a test print, the head goes down and does not react to the presence of the table under the sensor and collides with the table. i set "#define DELTA_HEIGHT" and #define "Z_MAX_POS" to be less than the height of the printer. Then, when I start G33, and I put metal under the sensor (the LED is on), the printer does not respond and then goes back up and I get a "Homing Failed" error probe.txt Configuration.txt Configuration_adv.txt bdl.txt bdl_cpp.txt endstops.txt
Any ideas ?
there should be some more returned log message after G33, and you may see what happed from the log. and check G28 again, because the homing process of G33 and source code is the same as G28.
add #define DEBUG_LEVELING_FEATURE in configuration.h and send gcode M111 S32 after printer boot, then you can get more returned log message.
Send: M111 S32 Recv: echo:DEBUG:DETAIL Recv: ok Recv: T:22.13 /0.00 B:22.19 /0.00 @:0 B@:0 Recv: T:22.13 /0.00 B:22.03 /0.00 @:0 B@:0 Send: G28 Recv: >>> G28 X0.00 Y0.00 Z450.00 Recv: Machine Type: Delta Recv: Probe: BD_SENSOR Recv: Probe Offset X0.00 Y0.00 Z0.00 (Aligned With & Same Z as Nozzle) Recv: >>> home_delta X0.00 Y0.00 Z450.00 Recv: current_position= X0.00 Y0.00 Z0.00 : sync_plan_position Recv: >>> homeaxis(X) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, 675.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, -1.00, [25.00]) Recv: T:22.00 /0.00 B:21.72 /0.00 @:0 B@:0 Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, 2.00, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: adjDistance:-0.25 Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, -0.25, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(X) Recv: >>> homeaxis(Y) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, 675.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, -1.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, 2.00, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(Y) Recv: >>> homeaxis(Z) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, 675.00, [25.00]) Recv: echo:busy: processing Printer seems to support the busy protocol, will adjust timeouts and set busy interval accordingly Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, -1.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, 2.00, 3.13) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: adjDistance:-0.84 Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, -0.84, 3.13) Recv: T:21.88 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(Z) Recv: >>> set_axis_is_at_home(X) Recv: current_position= X0.00 Y0.00 Z460.00 : Recv: <<< set_axis_is_at_home(X) Recv: >>> set_axis_is_at_home(Y) Recv: current_position= X0.00 Y0.00 Z460.00 : Recv: <<< set_axis_is_at_home(Y) Recv: >>> set_axis_is_at_home(Z) Recv: current_position= X0.00 Y0.00 Z450.00 : Recv: <<< set_axis_is_at_home(Z) Recv: current_position= X0.00 Y0.00 Z450.00 : sync_plan_position Recv: <<< home_delta X0.00 Y0.00 Z450.00 Recv: X:0.00 Y:0.00 Z:450.00 E:0.00 Count A:264538B:264538C:264538 Recv: <<< G28 X0.00 Y0.00 Z450.00 Recv: ok Send: M113 S2 Recv: ok
I put metal under the sensor a couple of times while going down:
Send: G33 P4 Recv: G33 Auto Calibrate Recv: Checking... AC at radius:155.00 Recv: .Height:450.00 Ex:-0.25 Ey:0.00 Ez:-0.84 Radius:227.40 Recv: . Tx:+0.13 Ty:-0.18 Tz:+0.05 Recv: >>> home_delta X0.00 Y0.00 Z450.00 Recv: current_position= X0.00 Y0.00 Z0.00 : sync_plan_position Recv: >>> homeaxis(X) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, 675.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, -1.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, 2.00, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: adjDistance:-0.25 Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(X, -0.25, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(X) Recv: >>> homeaxis(Y) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, 675.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, -1.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Y, 2.00, 12.50) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(Y) Recv: >>> homeaxis(Z) Recv: Home Fast: 675.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, 675.00, [25.00]) Recv: T:22.25 /0.00 B:22.50 /0.00 @:0 B@:0 Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Move Away: -1.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, -1.00, [25.00]) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: Re-bump: 2.00mm Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, 2.00, 3.13) Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: adjDistance:-0.84 Recv: >>> do_homing_move X0.00 Y0.00 Z460.00 Recv: ...(Z, -0.84, 3.13) Recv: echo:busy: processing Recv: <<< do_homing_move X0.00 Y0.00 Z460.00 Recv: <<< homeaxis(Z) Recv: >>> set_axis_is_at_home(X) Recv: current_position= X0.00 Y0.00 Z460.00 : Recv: <<< set_axis_is_at_home(X) Recv: >>> set_axis_is_at_home(Y) Recv: current_position= X0.00 Y0.00 Z460.00 : Recv: <<< set_axis_is_at_home(Y) Recv: >>> set_axis_is_at_home(Z) Recv: current_position= X0.00 Y0.00 Z450.00 : Recv: <<< set_axis_is_at_home(Z) Recv: current_position= X0.00 Y0.00 Z450.00 : sync_plan_position Recv: <<< home_delta X0.00 Y0.00 Z450.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z450.00 Recv: ...(0.00, 0.00, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z450.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z450.00 Recv: > X0.00 Y0.00 Z329.11 Recv: destination= X0.00 Y0.00 Z450.00 : destination = current_position Recv: destination= X0.00 Y0.00 Z329.11 : prepare_fast_move_to_destination Recv: current_position= X0.00 Y0.00 Z329.11 : zone border move Recv: current_position= X0.00 Y0.00 Z329.11 : xy move Recv: T:22.00 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.00 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: <<< do_blocking_move_to X0.00 Y0.00 Z329.11 Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z329.11 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z329.11 Recv: ...(0.00, 15.50, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z329.11 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z329.11 Recv: > X0.00 Y15.50 Z329.11 Recv: destination= X0.00 Y0.00 Z329.11 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: echo:busy: processing Recv: T:21.88 /0.00 B:21.72 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:21.88 /0.00 B:21.72 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:21.88 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:21.88 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:21.88 /0.00 B:22.03 /0.00 @:0 B@:0 Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(13.42, -7.75, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X13.42 Y-7.75 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-13.42, -7.75, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-13.42 Y-7.75 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-134.23, -77.50, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-134.23 Y-77.50 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-77.50, -134.23, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-77.50 Y-134.23 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(0.00, -155.00, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X0.00 Y-155.00 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(77.50, -134.23, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X77.50 Y-134.23 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(134.23, -77.50, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X134.23 Y-77.50 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(155.00, 0.00, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X155.00 Y0.00 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(134.23, 77.50, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X134.23 Y77.50 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(77.50, 134.23, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X77.50 Y134.23 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(0.00, 155.00, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X0.00 Y155.00 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-77.50, 134.23, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-77.50 Y134.23 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-134.23, 77.50, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-134.23 Y77.50 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: ...(-155.00, -0.00, raise, 0, nozzle_relative) Recv: current_position= X0.00 Y0.00 Z0.00 : Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X-155.00 Y-0.00 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Out of Range. Recv: <<< Probe::probe_at_point X0.00 Y0.00 Z0.00 Recv: >>> do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: > X0.00 Y0.00 Z0.00 Recv: destination= X0.00 Y0.00 Z0.00 : destination = current_position Recv: current_position= X0.00 Y0.00 Z0.00 : xy move Recv: <<< do_blocking_move_to X0.00 Y0.00 Z0.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:450.00 Recv: Axis Z min:0.00 max:370.65 Recv: Iteration : 01 std dev:30.209 Recv: >>> home_delta X0.00 Y0.00 Z0.00 Recv: current_position= X0.00 Y0.00 Z0.00 : sync_plan_position Recv: echo:busy: processing Recv: T:21.88 /0.00 B:21.56 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.00 /0.00 B:22.03 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.00 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.00 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:21.88 /0.00 B:22.03 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.00 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.13 /0.00 B:21.88 /0.00 @:0 B@:0 Recv: echo:busy: processing Recv: T:22.13 /0.00 B:22.03 /0.00 @:0 B@:0 Recv: echo:Homing Failed Recv: Error:Printer halted. kill() called! Changing monitoring state from "Operational" to "Error" Send: M112
i have BD sensor is connected to i2c port of SKR, andz min probe on P0_10 and:
#define Z_MIN_PIN P0_10 #define Z_MIN_PROBE_PIN P0_10 #define BD_SENSOR
effect as above. M119 shows no reaction on probe status. only react on BD status. when i set:
#define FIX_MOUNTED_PROBE //#define BD_SENSOR
i get proper reaction in M119 and during calibration process. BD sensor should disable probe ?
from the log we can see the printer home_delta X0.00 Y0.00 Z450.00 first ,then probe some points and then home_delta X0.00 Y0.00 Z0.00 , but the last home processing to Z0 is last for short time, so I think we cannot put a metal to trigger the probe in the middle way while in probing process.
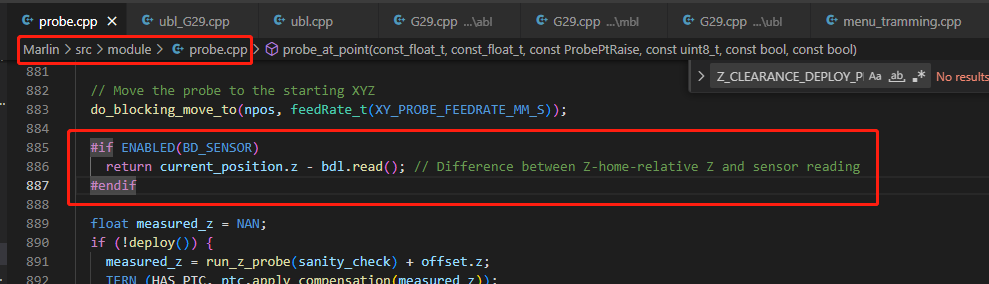
there is no Z axis move by default while in probing with BDsensor, but for debug you can let the BDsensor just work as normal proximity sensor by delete this code in probe.cpp :
Hello it is me again. I think the previous problems were my fault; I've made some progress but it still doesn't work. I tested the sensor on merlin version: 2.1.2 & 2.1.2.1 & your _pull, allways I get the result as below.
-
calibration goes correct, M102 S-5 from the sensor looks ok.
-
M119 works properly.
-
G30 & G33 & G29 doesn't work properly - the head always collides with the bed and the log (M111 S32) (attachment) shows that the sensor did not detect the bed.
-
when trying to print, the head hits the bed and prints in collision with the bed. The distance readings on the screen changes from 0 to 0.20
I noticed 2 things:
-
i.e. G30 -> head goes to bed. When, shortly before the collision the head with the bed, I put metal under the sensor and hold it for a short while, then the sensor detects it and I have a "correct" reading of the bed. When I touch the sensor for a short while and take the metal away, the sensor does not detect it and the head continues to slide down
-
head is up, nothing is moving. I keep sending M119, I put metal under the sensor and only after a while, after a few M119s, there is information that the sensor has been activated
My conclusion: there is a delay in reading from the sensor. I tried to change I2C_BD_DELAY from 10 to 200, no difference. Any ideas :) ?
Hi,
I also tried to implement it on my Delta printer ( #12 ), but it never worked. Just like with your printer, the calibration goes smooth, everything is fine. But when that's done, the printer just won't use the sensor while printing.
I believe it's just an implementation issue. It's probably because the design is built around the fact that most printers have a specific Z axis to adjust the bed offset. In the Delta case, of course the math is different and causing all that fuzz.
I am really looking forward to use that sensor, but for now I'll use my good old fixed probe sensor until the issue is fixed.
I recommend that @markniu gets a delta printer and checks it out themselves because there's an entire community that can benefit from it!
hello, I just get one delta printer and I have checked the klipper firmware works with bd sensor. I will check the marlin firmware next.
Hi @markniu let us know if you got a follow up on that. Thanks!
Here is the beta version for marlin delta printer: https://github.com/markniu/MarlinPULL