VoronUsers
 VoronUsers copied to clipboard
VoronUsers copied to clipboard
Add a stealthburner toolhead for creality e3 hotend.
- [ ] The mod, firmware configuration or slicer profile is in the correct category
folder. Printable mods go to
printer_mods/, firmware configurations go tofirmware_configurations/, slicer profiles go toslicer_profiles/. Create a subfolder with your name, and place the mods in a subfolder with a descriptive name within that folder, e.g.:/printer_mods/FHeilmann/flux_capacitor - [ ] Folder and file naming:
- Folders and filenames shouldn't contain spaces. Only letters
a-zA-Z, numbers0-9, underscores_, hyphens-and periods. - Primary color:
part_xyz.stl - Accent color:
[a]_part_xyz.stl - Opaque color (Blocks light):
[o]_part_xyz.stl - Clear/transparent color (Allows light):
[c]_part_xyz.stl - Quantity, if more than one is needed:
part_xyz_x4.stl
- Folders and filenames shouldn't contain spaces. Only letters
- [ ] For each mod, add a small
README.mdfile to its folder with a short description of what the mod accomplishes. This readme can be used to add pictures, give assembly instructions or specify a bill of materials if the mod requires additional hardware. - [ ] The PR modifies the top-level
README.mdof the category folder adding the contribution to the table. Read the top part of the file for instructions on how to do this. Please preserve the alphabetical ordering while adding new rows. Make sure to fill out the compatibility matrix to indicate which versions of the Voron printer the submission is compatible with. - [ ] The mod/configuration/profile has been tested by the person submitting the mod and/or other Voron users. Make sure to add information about how the mod was tested below.
- [ ] The mod is not merely a slight modification of an official Voron part, configuration or profile (i.e. an official Voron part with a few mm added or removed or a slicer profile which only modifies a few values). (When in doubt, contact one of the admins in the Voron discord before submitting the PR)
- [ ] Submitted STLs are printable without support. (If the mod does not meet this criterion join the Voron discord and ask the other users for advice on how to modify the mod such that it does not require supports)
- [ ] Submitted STL files are not corrupt. (This can be tested by opening the STL in PrusaSlicer and checking if mesh errors are reported.)
- [ ] Submitted STL files are oriented and scaled properly for printing.
- [ ] Submission includes a CAD file in the form of a
.STEPor.SCADfile - [ ] Submitted firmware configs or slicer profiles contain no sensitive data (e.g. API keys).
Which mods/configurations/profiles are added by this PR?
printer_mods/strayr/stealthburner_creality_toolhead
How was it tested?
in use on my VS373, abbn version previous to this has hundreds of hours on my printers and appears to be in use or have been in use with a few users. Have been refusing to release a stealthburner until the cad was available.
Any background context you want to provide?
This hotend works very well with slice heatbreaks and is entirely made of sunk cost fallacy. Using a 0.6 CHT nozzle in this and getting quite impressive results.
Whilst I'd never recommend buying this hotend, there's a strong ender3 -> switchwire community and I maintain an afterburner carriage for ender 3 (and apparently it fits ender 5) that preserves the modularity of the original design rather than modifying the extruder and/or the back of the toolhead. I consider this important as part of a gentle entry to voron, I tried out lots of toolheads until i found one that was easy to work on and had good enough PLA performance before I started putting money into printers.
Screenshots (if appropriate)
photos are included
Further notes
I'd love some feedback on the quality of my submission even if it's not appropriate for here. If the fusion360 source is too big and you'd prefer step or would like step as will i can do that. I don't really consider step "source" though.
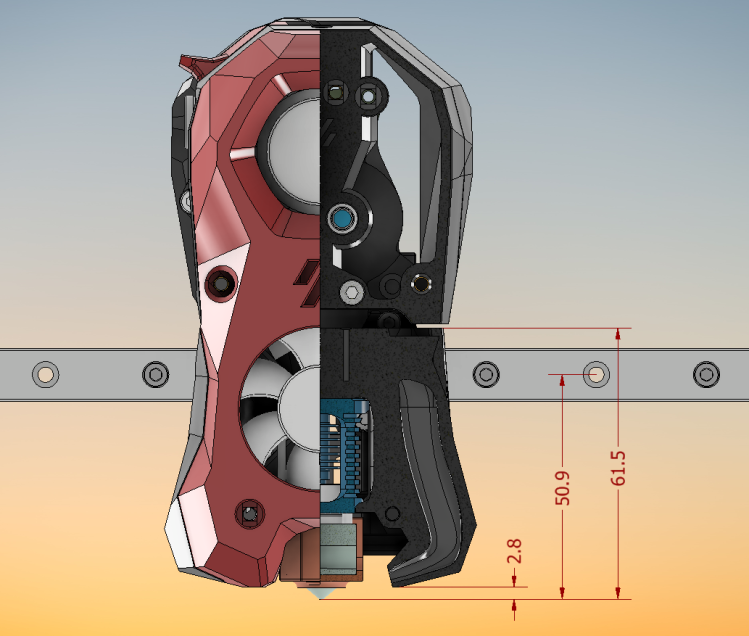 This is the optimal distance
This is the optimal distance
It's matched to the nozzle position of a v6, I work backwards from a V6 reference cad and toolhead position when jointed to that.
Will confirm the measurements in the cad and with photo of my in use parts.
Should I make it clearer that moving the heater block by using a v6 nozzle doesn't change the overall length appreciably, just where it sits in the threads?
On Thu, 1 Sep 2022, 15:33 newphreak, @.***> wrote:
[image: image] https://user-images.githubusercontent.com/640287/187940414-ef08a1ee-285e-43c6-bde4-9b7dc9e8910f.png This is the optimal distance
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1234367619, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2AGOPPABTKJUTG5L3LV4C5DXANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
 Unless the angle is really playing tricks here this doesn't seem to be 2.8mm further down.
Unless the angle is really playing tricks here this doesn't seem to be 2.8mm further down.
Either way, that would be an end-goal for this. Also you're correct in the heatbreak threading further down or up doesn't change the distance, it just moves the heater block, unless you also move the heatbreak, in which case it does change things.
Since the people this is tailored for may lack knowledge/ingenuity in some cases i do want things to be documented well and somewhat foolproof. So things that can be done wrong are documented and accounted for. People may come in here with different heights on the heatbreak for one, so measurements and a small checklist to get to an optimal place right away is what I'm barking at. In which case "recommending" v6 nozzles should then be made a requirement. Unless you document distances for both mk8 and v6 styles.
That got a little messy, but hope you follow what I'm getting at :) I just want the end users to have a good time out of the gate.
I have 2.5mm with a v6/reprap 12.5mm nozzle and 3mm with a "standard" mk8 and a collection of cheap chinese mk8 nozzles between 12 and 15mm. I think i split the difference between standards in early dev intending to support both. Part cooling with AB-BN-30 seemed ok when i did this and vanilla afterburner had a much less focussed flow.
I'm going to go with v6 nozzles because there's much less variance even between clones and rebuild slightly, i think testing with mk8 nozzles and documenting flow rates might be a later update.
On Fri, 2 Sept 2022 at 09:31, newphreak @.***> wrote:
[image: image] https://user-images.githubusercontent.com/640287/188097238-5cc0b337-4ea9-43ac-ac54-29a79790da4b.png Unless the angle is really playing tricks here this doesn't seem to be 2.8mm further down.
Either way, that would be an end-goal for this. Also you're correct in the heatbreak threading further down or up doesn't change the distance, it just moves the heater block, unless you also move the heatbreak, in which case it does change things.
Since the people this is tailored for may lack knowledge/ingenuity in some cases i do want things to be documented well and somewhat foolproof. So things that can be done wrong are documented and accounted for. People may come in here with different heights on the heatbreak for one, so measurements and a small checklist to get to an optimal place right away is what I'm barking at. In which case "recommending" v6 nozzles should then be made a requirement. Unless you document distances for both mk8 and v6 styles.
That got a little messy, but hope you follow what I'm getting at :)
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1235224621, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2BIITUN6ONUJXO7UPDV4G3NTANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
I've got a problem here with the supplied dimensions, I have 61.5mm between the nozzle tip and the flat surface at the top of the toolhead, which makes the duct tips 0.43mm below the specified 2.8mm. This is with a BMS toolhead from RC1 stealthburner step as a starting point.
On Fri, 2 Sept 2022 at 16:18, Rowland Straylight < @.***> wrote:
I have 2.5mm with a v6/reprap 12.5mm nozzle and 3mm with a "standard" mk8 and a collection of cheap chinese mk8 nozzles between 12 and 15mm. I think i split the difference between standards in early dev intending to support both. Part cooling with AB-BN-30 seemed ok when i did this and vanilla afterburner had a much less focussed flow.
I'm going to go with v6 nozzles because there's much less variance even between clones and rebuild slightly, i think testing with mk8 nozzles and documenting flow rates might be a later update.
On Fri, 2 Sept 2022 at 09:31, newphreak @.***> wrote:
[image: image] https://user-images.githubusercontent.com/640287/188097238-5cc0b337-4ea9-43ac-ac54-29a79790da4b.png Unless the angle is really playing tricks here this doesn't seem to be 2.8mm further down.
Either way, that would be an end-goal for this. Also you're correct in the heatbreak threading further down or up doesn't change the distance, it just moves the heater block, unless you also move the heatbreak, in which case it does change things.
Since the people this is tailored for may lack knowledge/ingenuity in some cases i do want things to be documented well and somewhat foolproof. So things that can be done wrong are documented and accounted for. People may come in here with different heights on the heatbreak for one, so measurements and a small checklist to get to an optimal place right away is what I'm barking at. In which case "recommending" v6 nozzles should then be made a requirement. Unless you document distances for both mk8 and v6 styles.
That got a little messy, but hope you follow what I'm getting at :)
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1235224621, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2BIITUN6ONUJXO7UPDV4G3NTANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
OK, wile.e says the 61.5mm is the reference dimension, will document thoroughly
On Fri, 2 Sept 2022 at 16:43, Rowland Straylight < @.***> wrote:
I've got a problem here with the supplied dimensions, I have 61.5mm between the nozzle tip and the flat surface at the top of the toolhead, which makes the duct tips 0.43mm below the specified 2.8mm. This is with a BMS toolhead from RC1 stealthburner step as a starting point.
On Fri, 2 Sept 2022 at 16:18, Rowland Straylight < @.***> wrote:
I have 2.5mm with a v6/reprap 12.5mm nozzle and 3mm with a "standard" mk8 and a collection of cheap chinese mk8 nozzles between 12 and 15mm. I think i split the difference between standards in early dev intending to support both. Part cooling with AB-BN-30 seemed ok when i did this and vanilla afterburner had a much less focussed flow.
I'm going to go with v6 nozzles because there's much less variance even between clones and rebuild slightly, i think testing with mk8 nozzles and documenting flow rates might be a later update.
On Fri, 2 Sept 2022 at 09:31, newphreak @.***> wrote:
[image: image] https://user-images.githubusercontent.com/640287/188097238-5cc0b337-4ea9-43ac-ac54-29a79790da4b.png Unless the angle is really playing tricks here this doesn't seem to be 2.8mm further down.
Either way, that would be an end-goal for this. Also you're correct in the heatbreak threading further down or up doesn't change the distance, it just moves the heater block, unless you also move the heatbreak, in which case it does change things.
Since the people this is tailored for may lack knowledge/ingenuity in some cases i do want things to be documented well and somewhat foolproof. So things that can be done wrong are documented and accounted for. People may come in here with different heights on the heatbreak for one, so measurements and a small checklist to get to an optimal place right away is what I'm barking at. In which case "recommending" v6 nozzles should then be made a requirement. Unless you document distances for both mk8 and v6 styles.
That got a little messy, but hope you follow what I'm getting at :)
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1235224621, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2BIITUN6ONUJXO7UPDV4G3NTANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
Ok, this should be good to recheck, sorry for the multiple commits, a git sparse-checkout did odd things to me merging from my work branch to my PR branch. The end result is the same when the commits get squashed. I'm not super used to sparse-checkout but it's really handy for big repos on limited hardware.
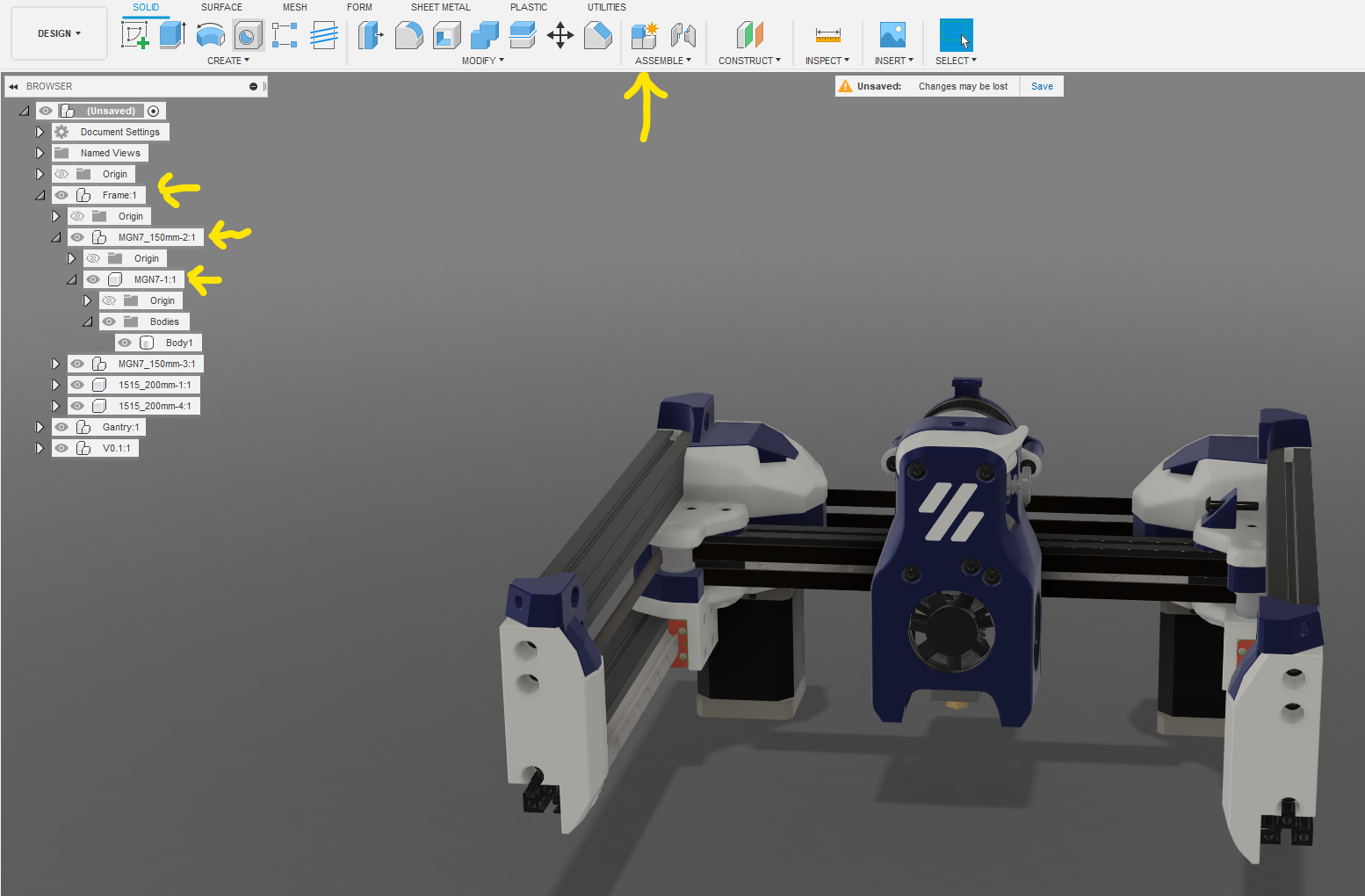
That's looking much better. Instead of the f3z which imports 4 projects, can you make one with a master assembly only? No need for a bunch of separate items. That goes for the .step too. It makes it so much easier to look at it.
Are you asking me me to break the links on the source objects so they are contained within the single file, or to remove the the parts I'm using as reference geometry?
I'm trying to figure out a good way to do this and make it an requirement to mods to keep the number of steps down. I dont have a good answer YET. But what if you make a new cad, import the mods, sort them under different components, and each component can have sub-components (the different parts). It makes the workflow of both reviewing and later on editing/expanding a lot easier. I'm learning along with you on this one, I just want things to be easier for everyone involved.
Edit: forgot the screenshot, using MasturMynd's stealthzero mod as an example:
Edit2: We might need a short userguide on the voron docs for this
I'll have a look at cleaning up my .f3d , I made the pressure version by abusing my history and what I really need to do is copy the bodies to a new component.
I consider the step produced by fusion 360 an output format as it loses the history, joints and sketches that were used to produce the STL. It's a good thing to have usable cad, but I'm not sure it's GPL compatible to remove anything.
Whilst my first degree was mech eng in the days of SDRC i-DEAS I'm much more used to software engineering, and it's healthy if not essential here to maintain good logical separation between your (organisation's) own work and contributory source. I'm not sure fusion lets you relink geometry against a different reference model though, it's still very waterfall so there's less harm to the source, but it feels like plagiarism and I think if external parts are used for reference and copied rather than importing they need to be explicitly referenced.
Why is this important? Do I break a GPL project by reuse of parts with an incompatible license? I have specific hatred of parts derived from GPL that are relicensed as cc-by or cc-by-nc as it's not compatible with GPL which forbids stipulations on how the source or object is used.
On Thu, 8 Sep 2022, 17:31 newphreak, @.***> wrote:
I'm trying to figure out a good way to do this and make it an requirement to mods to keep the number of steps down. I dont have a good answer YET. But what if you make a new cad, import the mods, sort them under different components, and each component can have sub-components (the different parts). It makes the workflow of both reviewing and later on editing/expanding a lot easier. I'm learning along with you on this one, I just want things to be easier for everyone involved.
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1240949453, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2C7XZCK7EGMN5BESSTV5IIF5ANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
It's not at all, this is all me trying to figure out a way to speed up both reviewing and editing later on. I think it's good as is, but since step files have most names, references and things removed i think using components to make it all in one is the best way to get an overview quickly. All that said that's probably best left for future things once things are figured out. Sorry again for you ending up being my experimental learning step. F3D is definitely beneficial for fusion users, but also not required. I'm glad to see people including them regardless. As for GPL compliance, I dont know. Still figuring things out.
Edit: Again, these are my personal opinions and goals. Sorry for dragging it out.
And one last question before i approve, is this little lip inside the front parts a leftover artifact or intentional?
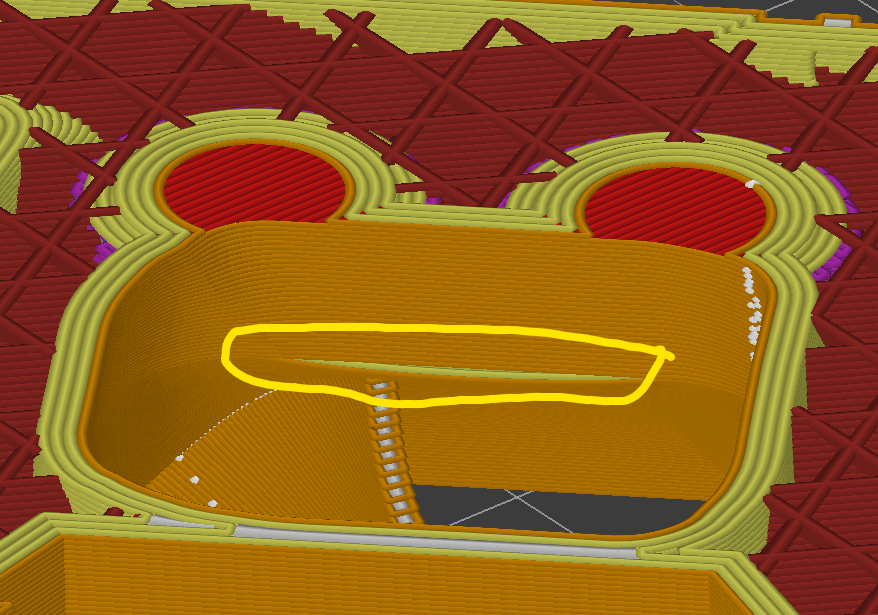
can you just mention in the mod's readme which stealthburner revision this is modeled on so that people can print out the front that fits? (I believe we're at RC1, but I would double check)
Done. I didn't think it was an issue as we weren't doing cad files and public mods for beta. RC1 toolheads fit beta fronts but beta toolheads don't fit RC1 fronts.
Is mechanically compatible enough of a hint that it doesn't look great with beta?
This is really just in case there's some major change with RC2 or some future release, not for backwards compatibility with beta
then i think we're good either way? https://github.com/VoronDesign/VoronUsers/pull/805/commits/4f332c39a44c85eb833c5ef8295f0d673d336dc9
Thanks!
On Sun, 11 Sep 2022, 02:55 cbc02009, @.***> wrote:
@.**** approved this pull request.
— Reply to this email directly, view it on GitHub https://github.com/VoronDesign/VoronUsers/pull/805#pullrequestreview-1103213062, or unsubscribe https://github.com/notifications/unsubscribe-auth/AKIYU2AAHUM3PSAQBUUWYKLV5U32NANCNFSM6AAAAAAQB3IV3Y . You are receiving this because you authored the thread.Message ID: @.***>
I've fixed the STLs failing the workflow test, it looks like i forgot to redo the netfabb fix when i removed this artefact. https://github.com/VoronDesign/VoronUsers/pull/805#issuecomment-1241164618 Oh for toolchain automation.